- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Анализ общих заблуждений в лазерной сварке
2025-03-03
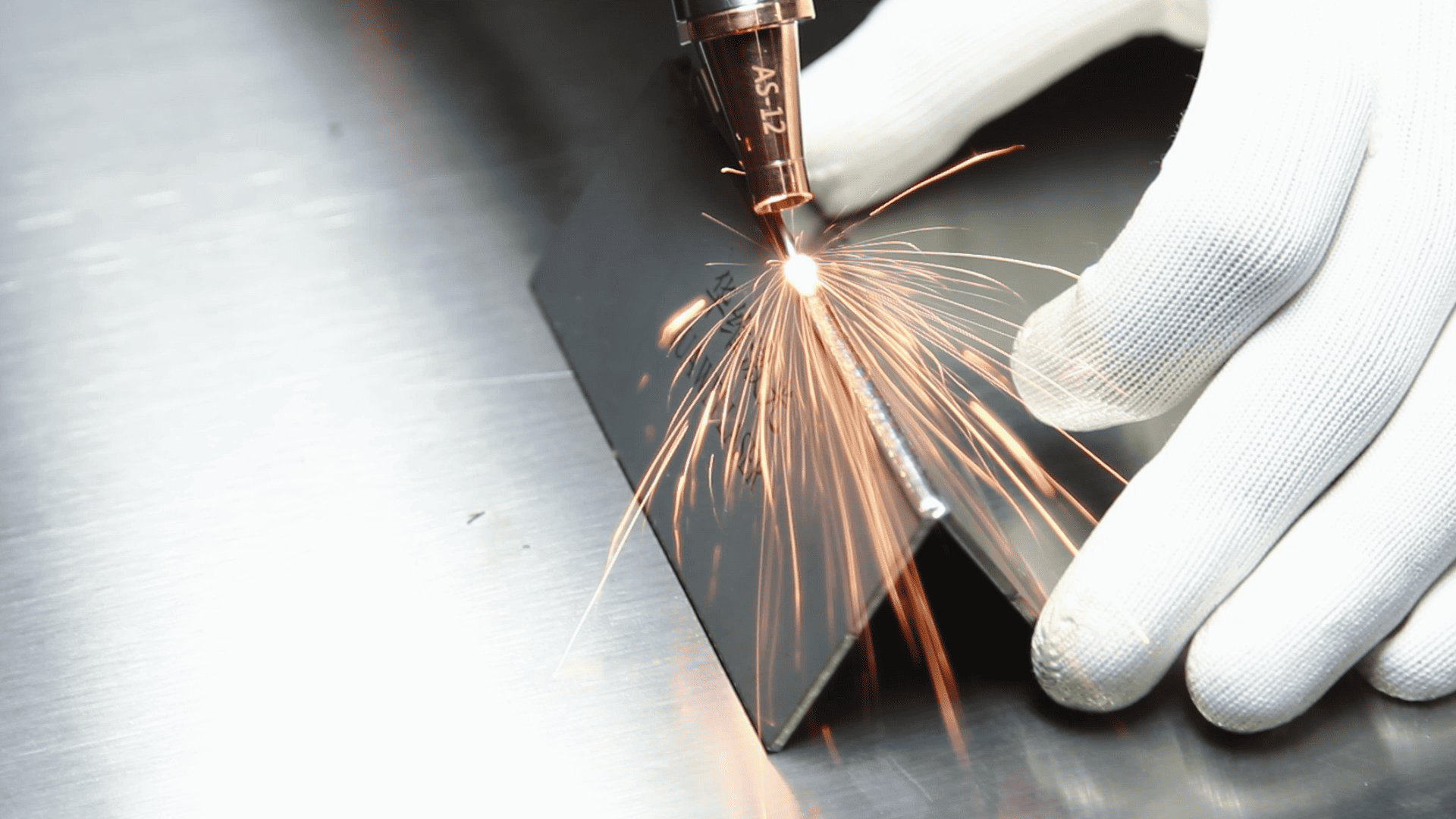
В промышленном производстве лазерная сварка является критически важным процессом, качество которого напрямую влияет на безопасность и надежность продукта. Тем не менее, операторы часто попадают в общие ловушки, которые ставят под угрозу целостность сварки, вводят угрозы безопасности и нарушают производство. Ниже мы анализируем десять распространенных заблуждений лазерной сварки, чтобы помочь специалистам снижать риски и повысить качество процесса.
Несчастное представление 1: Более высокий/нижний ток всегда лучше?
Анализ проблем: текущий контроль является ключевым. Чрезмерный ток перегружает зону сварки, сжигая базовый материал и создавая 凹陷 (вмятин), ослабляя прочность на структуру. Недостаточный ток не может адекватно растопить материал наполнителя, что приводит к 假焊 (холодные суставы) и скрытые риски безопасности.
Лучшие практики: оптимизируйте ток на основе толщины материала и типа электрода/провода. Для 3-миллиметровых стальных пластин с электродами φ2,5 используйте 90–110a в качестве руководства, но всегда обращайтесь к руководству сварщика для специфических для бренда параметров.
Заблуждение 2: пренебрежение уборкой перед поставкой
Анализ проблем: слои масла, ржавчины или оксида действуют как барьеры. Эти загрязняющие вещества испаряются во время сварки, образуя 气孔 (поры) или шлак, которые ослабляют 焊缝 (сварные швы).
Лучшие практики: тщательно измельчите поверхности до металлического 光泽 (блеск), используя угловые шлифовальные средства или проволочные щетки. Университет ацетона для без масляных поверхностей.
Заблуждение 3: Углы случайных электродов
Тематическое исследование: При плоской сварке углы> 80 ° дестабилизируют расплавленный бассейн, вызывая неровное образование шариков.
Правильная техника:
Плоская сварка: наклонные электроды 70 ° –80 ° назад для стабильных дуг и равномерного распределения тепла; Используйте устойчивое линейное движение.
Вертикальная сварка: поддерживайте 60 ° –70 ° вверх углы вверх с зигзагообразным колебанием и краткими паузами по краям, чтобы предотвратить 咬边 (подкоп).
Заблуждение 4: Пропустить проверки оборудования
Риски: утечка газа в экранированной сварке позволяет инфильтрация кислорода/азота, окисление 焊缝. Свободные наземные кабели увеличивают сопротивление, вызывая неустойчивые дуги или пожары.
Протокол: ежедневные проверки на правильное заземление, изоляцию кабеля и давление газового цилиндра (для сварки, защищенной от газа).
Заблуждение 5: некачественное защитное снаряжение
Опасность: излучение дуговой радиации вызывает фотокеротит; Спарки сжигают кожу; Пары приводят к пневмокониозу.
Обязательный СИЗ:
АВТО ДЛЯ ДАРКА ДЛЯ ХОРОШОВ (DIN11+).
Пламя устойчивые костюмы + кожаные перчатки.
Системы вентиляции или сертифицированные респираторы.
Заблуждение 6: несоответствующие базовые и наполнительные материалы
Критическая ошибка: использование углеродистых стальных электродов на нержавеющей стали ускоряет коррозию при 焊缝.
Руководящие принципы:
Матч химические композиции (например, сталь Q235 с электродами E4303).
Обеспечить механическую эквивалентность для высокопрочных сталей.
Заблуждение 7: неконтролируемая межслойная температура
Дефекты: чрезмерное тепло в многослойных сварке зерна зерна и вызывает деформацию.
Методы управления:
Следите за межслойными температурами (150–250 ° C) с помощью инфракрасных термометров.
Используйте сварку Skip, чтобы равномерно распределить тепло.
Заблуждение 8: игнорирование лечения после продления
Скрытые риски: шлак 残留 (остаток) способствует коррозии; Остаточное напряжение вызывает трещины.
Процедура:
Удалить шлак с помощью чипленных молотков; Польте с проволочными щетками.
Применить отжиг на стресс для критических компонентов.
Заблуждение 9: чрезмерная зависимость от отдельных методов
Ограничения: только навыки плоской сварки терпят неудачу в накладных или трубных сварке, что приводит к 焊瘤 (перекрытие) или неполное слияние.
Обучение: мастер -вертикальная, горизонтальная и верхняя сварка; Практикуйте дуговую сварку (взбивание) и плетение полумесяца.
Заблуждение 10: игнорирование факторов окружающей среды
Запретные сценарии: дождь индуцирует водородные трещины; ограниченные пространства ловят токсичные пары.
Требования:
Поддерживать влажность <85%; Используйте ветры для порывов> 2 м/с.
Держите воду подальше от алюминиевых/магниевых сплавов.
Huawei Laser напоминает вам: точная сварка, превосходство сначала! Чтобы расширить возможности промышленности в преодолении проблем сварки, Huawei Laser рекомендует 1500 Вт - 3000 ВВ, спроектирован для нержавеющей стали, углеродистой стали и алюминиевых сплавов. Эта портативная система в режиме реального времени и настройка адаптивных параметров в режиме реального времени упрощает сложные процессы, устраняет традиционные ошибки и повышает производительность.
Свяжитесь с Huawei Laser:
Электронная почта: huaweilaser2017@163.com | Официальный веб-сайт: www.huawei-laser.com
Примечание. Этот перевод сохраняет ключевые технические термины в китайском языке (с английскими объяснениями), чтобы обеспечить ясность для глобальных специалистов. Всегда придерживайтесь руководящих принципов производителя оборудования для конкретных операций.