- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

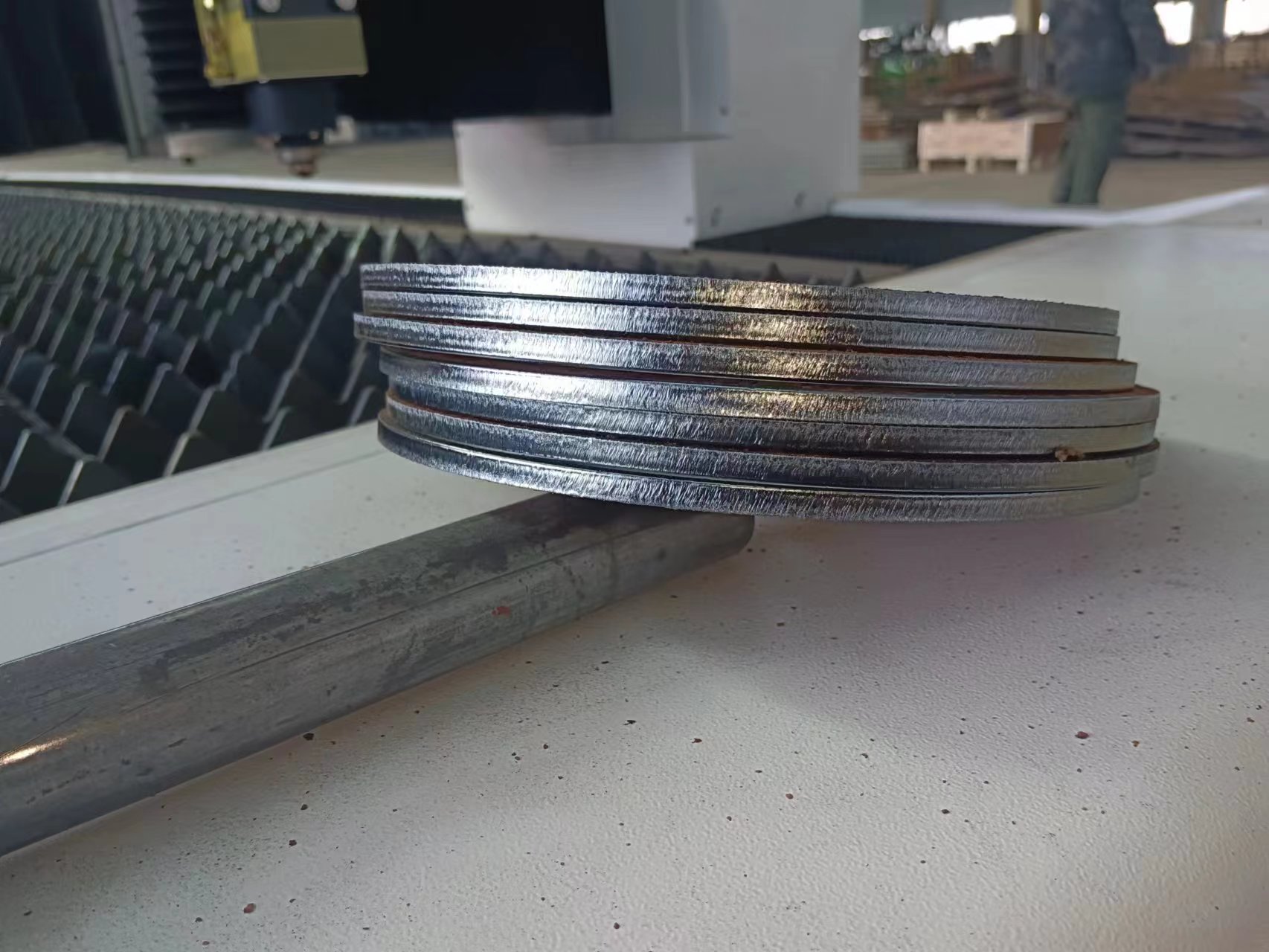
Лазерная режущая углеродистая сталь: решать общие проблемы и решения
2025-02-20
1. полосы, грубая поверхность и дрянь внизу
Причины:
Чрезмерное давление газа: высокое давление газа может повлиять на качество резки, что приводит к грубой поверхности и даже формированию дросса.
Медленная скорость резания: медленная скорость резки заставляет лазерную луч оставаться в контакте с металлической поверхностью слишком долго, что приводит к чрезмерной тепловой концентрации в области резания и формированию дросса внизу.
Слишком высокий фокус: неправильно устанавливающая точка фокуса вызывает неравномерное распределение лазерной энергии, что приводит к грубой поверхности и накоплению дросса внизу.
Решение:
Уменьшите давление газа: отрегулируйте давление газа, чтобы предотвратить чрезмерное давление, которое может привести к грубым поверхностям.
Увеличьте скорость резки: увеличивайте скорость резки, чтобы обеспечить быстрое прохождение лазерного луча, предотвращая перегрев.
Снимите точку фокусировки: снимите точку фокуса, чтобы обеспечить концентрацию лазерной энергии на оптимальном месте резки, минимизации воздействия на тепло и улучшении качества резки.

2. сгоревшие края и пожелтеть
Причины:
Слишком высокий фокус: когда точка фокусировки слишком высока, лазерная энергия сосредоточена на поверхности, что приводит к перегревам и вызывает сгоревшие края и пожелтевение.
Чрезмерное давление газа: высокое давление газа может привести к тому, что лазерный луч ударит по материалу под неправильным углом, что приводит к перегреву или окислению, что приводит к пожелтению.
Чрезмерная лазерная мощность: высокая лазерная мощность может чрезмерно нагреть поверхность материала, вызывая сжигание или обесцвечивание.
Решение:
Снимите точку фокусировки: отрегулируйте фокус, чтобы гарантировать, что лазерная энергия сосредоточена именно на точке резки, предотвращая перегрев.
Снижение давления газа: снижение давления газа может помочь избежать чрезмерного потока воздуха, который нарушает процесс резки и уменьшает окисление.
Уменьшите диаметр сопла: путем уменьшения диаметра сопла концентрируется поток газа, что помогает предотвратить тепло дисперсию и уменьшает возникновение сгоревших краев.
Уменьшите мощность лазера: снимите лазерную мощность, чтобы избежать чрезмерного нагрева поверхности материала, снижая риск сгоревших краев или пожелтевших.

3. Хорошее качество резки вверху, дрожите внизу
Причины:
Слишком высокий фокус: высокая точка фокусировки приводит к недостаточному проникновению лазерного луча, что приводит к нечистому разрезу на дне и формировании дросса.
Низкое давление газа: недостаточное давление газа не удается эффективно удалить расплавленный шлак, вызывая дросковые внизу.
Скорость резки слишком быстрая: быстрая скорость резки приводит к тому, что лазерный пучок тратит слишком мало времени на материал, предотвращая достаточное нанесение тепла, вызывая неполное плавление в нижней части и формирование дросса.
Решение:
Уменьшите скорость резки: снимите скорость резки, чтобы лазерная луча оставалась на материале в течение более длительного периода, обеспечивая достаточное удаление шлака.
Снимите точку фокуса: отрегулируйте фокус, чтобы гарантировать, что лазерный луч более эффективно проникает в материал и улучшает качество резки внизу.
Увеличение давления газа: увеличить давление газа, чтобы помочь выбросить расплавленный шлак, предотвращая его накопление на дне.
Обычные проблемы, возникающие во время лазерной резки углеродистой стали, обычно могут решать путем регулировки параметров резки, таких как давление газа, точка фокусировки и скорость резки, а также оптимизацию конфигурации оборудования. Благодаря тонкой настройке этих параметров, качество резки может быть повышено, дефекты поверхности минимизируются, а общая эффективность производства улучшилась. Компании, занимающиеся лазерной резкой, должны выбирать подходящие настройки на основе характеристик материалов и конкретных требований к процессу для достижения оптимальных результатов резки.
Для получения дополнительной информации о технологии лазерной резки или для решения конкретных вопросов, пожалуйста, свяжитесь с нашей командой технической поддержки. Мы стремимся предоставить вам лучшую помощь.
Контактная информация:
Huawei Laser
Электронная почта: huaweilaser2017@163.com
Веб-сайт: www.huawei-laser.com